
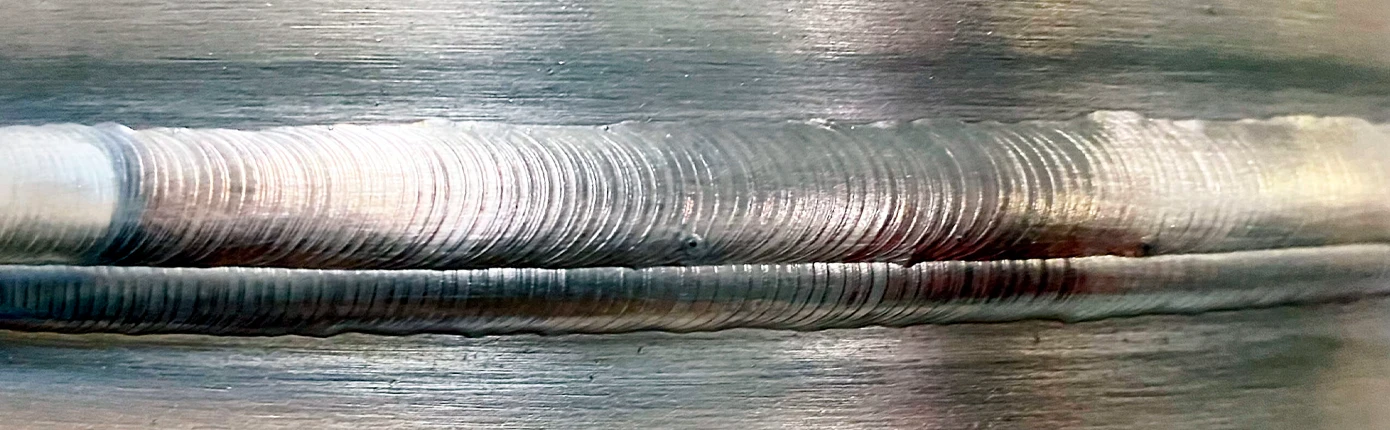
Сварка тонкого металла – непростая задача, так как получить ровный и качественный шов, без деформации и прожогов здесь гораздо сложнее, чем с толстостенными заготовками. В быту для соединения тонких металлов часто применяют универсальные сварочные инверторы, но специалисты допускают использование для этого полуавтоматических аппаратов. С помощью сварочника MIG/MAG можно соединять листы толщиной от 0,6 мм.

Плюсы и минусы сварочных полуавтоматов
В полуавтоматических сварочных аппаратах в качестве электрода служит проволока, которая подается автоматически, а горелкой управляет оператор. Защитить металл от воздуха помогает специальный газ, поступающий в горелку из баллона.
Пользоваться полуавтоматом несложно и возможность получить хороший шов есть даже у начинающего сварщика. Ввиду автоматической подачи электрода отсутствует необходимость в его замене, что повышает производительность данного вида сварки по сравнению с ручной дуговой в 3 – 4 раза. Это особенно важно на производственных площадках с большим объемом работы. Шов при работе с полуавтоматом получается ровным и с минимальным количеством шлака.
К недостаткам можно отнести повышенное разбрызгивание металла при неверной настройке подачи газа, необходимость наличия самого газового баллона, что влияет на габариты установки, а также более высокое излучение от дуги.
Как настроить полуавтомат для сварки тонкого металла
Качество работы напрямую зависит не только от мастерства и опыта сварщика, но и от того, верно ли выставлены настройки. В зависимости от типа металла, его толщины и других параметров выбирают полярность, настраивают силу тока, подачу проволоки, расход газа и т.д.
На каком токе варить тонкий металл полуавтоматом
При сварке полуавтоматом тонкостенных заготовок следует выбирать более низкую силу тока, чем при работе с толстыми деталями. Рекомендуется работать в пониженном диапазоне, от 10 до 75 А.
В данной таблице представлены рекомендации по настройке сварочного аппарата в соответствии с толщиной заготовок.
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, А | Скорость сварки, см/мин |
|---|---|---|---|
| 0,8 | 0,8 – 0,9 | 60 –70 | 50 – 60 |
| 1 | 0,8 – 0,9 | 75 – 85 | 50 – 60 |
| 1,2 | 1 | 70 – 80 | 45 – 55 |
| 1,6 | 1 | 80 – 100 | 45 – 55 |
| 2 | 1 | 100 – 110 | 40 – 55 |
| 2,3 | 1 – 1,2 | 110 – 130 | 50 – 55 |
| 3,2 | 1 – 1,2 | 130 – 150 | 40 – 50 |
| 4,5 | 1,2 | 150 – 170 | 40 – 50 |
Полярность при сварке полуавтоматом тонкого металла
В зависимости от толщины заготовки и используемого электрода выбирают прямое или обратное подключение горелки.
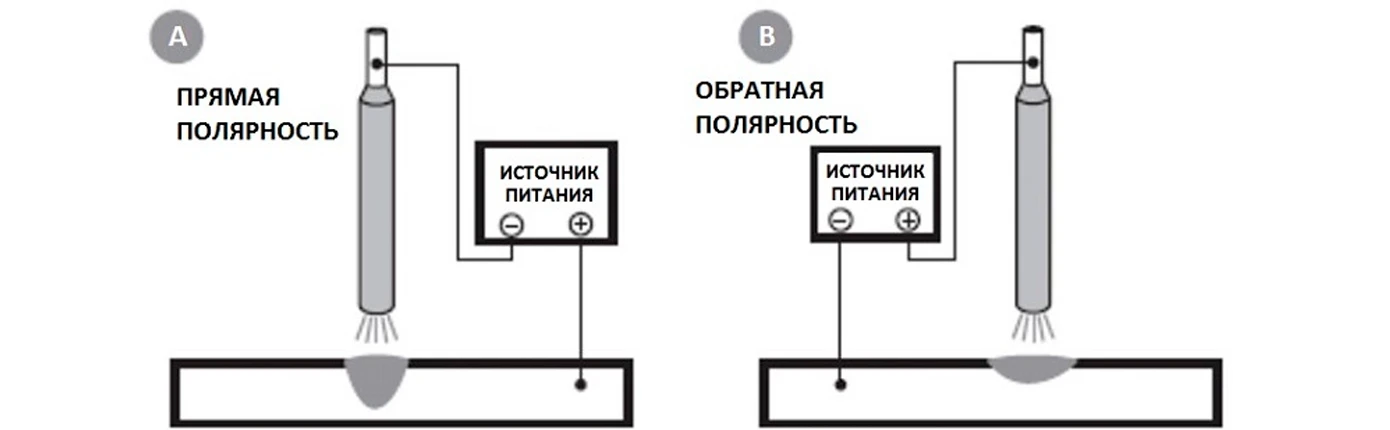
Тонкие листы нержавеющей, углеродистой стали сваривают сплошной омедненной или нержавеющей проволокой в режиме MIG/MAG на прямой полярности. Это обусловлено толщиной самого расходника – так как сечение проволоки небольшое, тепло лучше сконцентрировать на заготовке, иначе проволока будет быстро гореть, разбрызгивая металл.
При обратной полярности кабель электрододержателя подключается к разъему со знаком «плюс», а кабель массы – к «минусу». При таком подключении тепло электрической дуги концентрируется на конце электрода, а не на заготовке, за счет чего металл меньше перегревается, снижается вероятность прожогов и коробления. Данный режим подходит для сварки самозащитной порошковой проволокой без газа.
Подготовка самого аппарата к процессу сварки
Какие действия нужно выполнить, чтобы подготовить аппарат для полуавтоматической сварки? Рассказываем поэтапно.
- Подключите кабели горелки и массы к соответствующим разъемам.
- Установите редуктор на газовый баллон и подключите газовый шланг к аппарату через специальный штуцер.
- Установите внутрь аппарата катушку с проволокой.
- Затем нужно пропустить проволоку в канал механизма протяжки немного протянуть ее.
- Зафиксируйте верхний прижимной ролик, чтобы проволока не проскальзывала, но и не прижималась слишком сильно.
- Снимите сопло горелки, токовый наконечник и немного протяните проволоку, нажимая на кнопку.
- Далее можно установить наконечник и сопло на горелку и приступить к работе.
Техника сварки тонкого металла
Сварка тонкого металла имеет свою специфику и осуществляется в следующем порядке.
- Сначала свариваемые детали очищают от краски, ржавчины, масла и других посторонних покрытий.
- Затем заготовки располагают максимально близко друг к другу и фиксируют. Можно использовать струбцины, магниты или другие приспособления. Зазор между листами в данном случае не нужен, а если допустимо соединение внахлест, лучше использовать его. Так вы сможете избежать прожогов и проваливания валика вниз.
- При начале работы лучше вести горелку не ровно по центру, а чуть сбоку, чтобы избежать прожога у самого края.
- Необходимо держать кончик электрода как можно ближе к обрабатываемой поверхности – так дуга будет стабильнее, провар полным, присадочный материал лучше перенесется в область сварки.
- Электрод лучше направлять к заготовке под углом 30-45°. Под прямым углом температура будет выше, что повышает риск прожогов.
- Чтобы избежать деформации при сваривании длинных заготовок, каждые 5–10 см делают точечные прихваты, соединяющие края листов.
- После этого заваривают оставшееся пространство.
Важно избегать перегрева металла, что может привести к образованию наплывов или прожогов. Шов следует формировать максимально быстро, двигая электрод по прямой линии без остановок.
Отдельно следует упомянуть работу с оцинкованными заготовками.
Перед началом сварки края изделий нужно обязательно зачистить. Для этого можно использовать металлическую щетку, наждачную бумагу или другой абразив. Можно удалить цинк термоспособом – несколько раз пройти электродом по шву, а затем отбить шлак. Это лучше делать на улице, т.к. при контакте оцинковки с электродом образуются токсичные пары.
Для прочности соединения шов делают двойной: черновой и финишный, более широкий.

Особенности сварки тонкого металла полуавтоматом с газом и без газа
С помощью полуавтоматической сварки можно сваривать самые разные металлы: черные, низкоуглеродистые и низколегированные стали, медь, бронзу, алюминий и т.д. При этом важно, чтобы химический состав проволоки максимально соответствовал составу металла. Сварка может производиться с использованием защитного газа или без него, если проволока уже имеет защитное порошковое покрытие.
При использовании газа рекомендуется выбирать составы с высоким содержанием аргона, т.к. он передает меньше тепла, поэтому вероятность прожога снижается, внешне шов получается более ровным. Популярный состав смеси – 82% аргона и 18% CO2. При сварке листов толщиной 1,2 – 2 мм в автосервисах чаще всего используют углекислый газ, поскольку он более доступен.
Основные проблемы при сварке тонких металлов и как их избежать
Сварка тонкого металла (0,7 – 1,5 мм толщиной) требует определенных навыков и может вызывать затруднения у новичков. Опишем основные проблемы, которые могут возникнуть в работе.
- При работе с тонкими листами недопустимы высокие токи, которые могут привести к прогоранию и короблению заготовок. Это чревато негерметичными стыками, снижением прочности соединений и неэстетичным видом конструкций. Специалисты рекомендуют в момент розжига снизить ток до 20% от рабочих показателей, а также не держать долго электрод на одном месте.
- При выборе низкого тока дуга получается короткой и при малейшем удалении от заготовки она может погаснуть. Чтобы этого не случилось, нужно выбирать сварочный аппарат с поддержкой низких токов, от 10 А и с напряжением холостого хода от 70 В.
- Если прожоги возникают, несмотря на сниженный ток, шов можно делать точечной, прерывистой дугой: проварить отрезок 5–10 мм и на секунду убрать электрод из области сварки. Металл немного остынет и можно продолжить работу.
- Слишком низкий ток может привести к недостаточному провариванию кромок изделия, когда электрод просто накладывает металл сверху, не расплавляя самой заготовки. Такие непроваренные участки выглядят плохо и не прочны на излом.
- Вести горелку нужно достаточно быстро и по одной линии. Нарушение этого правила может привести к образованию наплывов с обратной стороны изделия. Это случается из-за того, что присадочный материал от электрода при медленном ведении дуги просто проваливается вниз шва под своим весом. Если такие валики образуются внутри трубы, это может уменьшить ее пропускную способность, а при соединении двух металлических листов подобные наплывы придется долго счищать болгаркой. Чтобы избежать проваливания, можно подложить под заготовки графитовую или медную пластину.
- При сварке протяженных участков часто возникает деформация изделий из-за излишнего нагрева и расширения металла. Избежать этого можно, если сначала «прихватить» заготовки в нескольких местах, а потом заварив весь шов.

Какой полуавтомат Ресанта лучше подойдет для сварки тонких металлов
Как мы уже упоминали, лучший полуавтомат для сварки тонкого металла должен иметь широкий диапазон регулировки тока с нижней границей от 10 А и напряжение холостого хода от 70 В.
Для бытовых работ и гаража можно рекомендовать сварочники Ресанта САИПА-22В/160А или САИПА-220 Синергия.

Ресанта САИПА-22В/160А
- Max мощность, Вт 6200
- Рабочее напряжение, В 140 — 260
- Диапазон регулирования сварочного тока, А 30 — 160

РЕСАНТА САИПА-220 Синергия
- Max мощность, Вт 9200
- Рабочее напряжение, В 140 — 260
- Диапазон регулирования сварочного тока, А 15 — 220
Для автомастерской подойдет полупрофессиональный аппарат Ресанта САИПА-190МФ.
Все модели работают как со штучными электродами, так и с проволокой в газовой среде, а также самозащитной проволокой. Диаметр расходника от 0,6 мм позволяет соединять тонкие листы металла.
Нижний порог сварочного тока 10 – 15 А обеспечивает аккуратное соединение без прожога.
Сварочный полуавтомат РЕСАНТА САИПА-190МФ
Полуавтоматический сварочный аппарат РЕСАНТА САИПА-190 МФ – это оптимальное решение для профессиональных и бытовых ремонтно-строительных работ на стройке, в частной мастерской, загородном доме или на даче. Может использоваться для любых типов сварки MIG/MAG/MMA/TIG

Основные характеристики:
- Макс мощность, Вт – 4840;
- Рабочее напряжение, В – 140 — 270;
- Min диаметр проволоки - 0.6;
- Сварка алюминия - да;
- TIG поджиг - LIFT (контактный).
Все аппараты поддерживают прогон проволоки на холостом ходу, смену полярности, имеют функции «Горячего старта», «Форсажа дуги» и «Антизалипания». Напряжение холостого хода составляет:
- 75 В для Ресанта САИПА-190МФ
- 64 В САИПА-220 Синергия
- 55 В у САИПА-22В/160А.
Отличный вариант для легированных и нержавеющих сталей, цветных металлов и чугуна.

Вывод
Сварка тонкостенных металлов востребована как на производстве, у специалистов, так и в быту. Данный вид работ пригодится, чтобы сделать бак для воды, каркас теплицы, трубы для полива, короб для хранения и т.д. Одна из самых популярных сфер применения сварки тонких металлов – автомобилестроение и кузовной ремонт. Полуавтоматическая сварка пригодится для ремонта глушителя, резонатора, арок, порогов и других элементов кузова.
Для начинающих сварщиков такая работа может оказаться сложной. Тщательно изучите инструкцию по эксплуатации вашего сварочного аппарата и следуйте правилам для работы с тонкими металлами, используйте рекомендации опытных мастеров. Это поможет избежать ошибок и получить качественный результат.