
Сварка тонкого металла электродом — непростая задача даже для опытных мастеров. Дело в том, что лист толщиной менее 1,5 мм легко деформируется под воздействием высокой температуры. Это приводит к короблению деталей или даже их разрушению. Кроме того, неправильно выставив ток, заготовку можно прожечь или, наоборот, не проварить. Другие распространенные проблемы — наплывы с обратной стороны соединения и перерасход материалов. Как видим, процесс требует определенных навыков и знаний.

Конечно, листы металла небольшой толщины удобнее всего соединять TIG-сваркой или полуавтоматом MIG. Но, что делать, когда надо сварить бак под воду для дачного душа или для полива, каркас для теплицы или трубу для водопровода в саду, а в вашем распоряжении есть только аппарат для MMA. В этой статье мы расскажем, как выбрать расходники, настроить инвертор для ручной дуговой сварки, рассмотрим алгоритмы работы и разберем примеры, чтобы помочь вам справиться с соединением тонких стальных заготовок электродом.
Выбор необходимой аппаратуры и расходников
Итак, в статье речь пойдет исключительно о сварке ММА. Этот метод популярен благодаря простоте и сравнительно невысокой стоимости оборудования. Еще одно его преимущество в отсутствии газового баллона.
Выбор сварочного аппарата
Если вы выбираете универсальный сварочный инвертор для дома и дачи с расчетом, что иногда придется соединять тонкие листы металла, отдайте предпочтение аппарату с широким диапазоном регулировки тока и напряжения. Таким образом вы обеспечите больше возможностей для его использования и точно настроите параметры для разных задач. Обращайте внимание на нижний предел силы тока — чем он меньше, тем лучше. Например, при толщине листа 0,8 мм надо всего лишь 10-20 А, поэтому инвертор РДС с минимальным током 30 А не подойдет.
Чтобы не было трудностей с розжигом дуги, сварочник должен обеспечивать напряжение холостого хода более 70 В. Желательно, чтобы у него был классический набор вспомогательных функций: «Горячий старт», «Форсаж» и «Антизалипание». Для работы с тонкостенными изделиями вам нужен аппарат постоянного тока DC или инвертор AC/DC с возможностью переключения между переменным и постоянным током.

РЕСАНТА САИ-250
- Max мощность, Вт 7700
- Диапазон входного напряжения, В 140-260
- Максимальный потребляемый ток, А 35

РЕСАНТА САИ-220Т LUX
- Max мощность, Вт 5500
- Диапазон входного напряжения, В 140-260
- Максимальный потребляемый ток, А 24
Выбор электродов
Принцип прост: чем тоньше металл, тем меньше диаметр электрода. Оптимальный вариант 1,6 — 3 мм. Более толстые стержни не дадут дуге хорошо гореть при малой силе тока. Рутиловое покрытие облегчает поджиг, а вот у электродов с основным покрытием при затухании появляется эффект «козырька», который затрудняет повторное возбуждение дуги.
Для аккуратного шва электроды, выпущенные более четырех месяцев назад, желательно прокалить, чтобы убрать из обмазки излишки влаги. Для этого подойдет, например, электрический духовой шкаф, нагретый до 170-200 °C
Выбор сварочной маски
Учтите, что яркость электрической дуги находится в прямой зависимости от силы тока. При малом токе через маску с темным светофильтром линию соединения будет плохо видно. Лучше использовать сварочную маску-хамелеон. Ее смотровое окно темнеет только при ярком световом излучении, а при слабой дуге остается более светлым.

РЕСАНТА МС-6
- Количество оптических датчиков 1
- Задержка открытия, с 0.6
- Степень затемнения 11

РЕСАНТА МС-1
- Количество оптических датчиков 1
- Задержка открытия, с 0.1 - 0.6
- Степень затемнения 9-13
Настройки аппарата для сварки тонкого металла
Правильно выставив параметры на аппарате РДС, вы существенно облегчите свою задачу и улучшите качество сварки. Ведь когда не залипает пруток, нет прожогов, скорость работы возрастает.
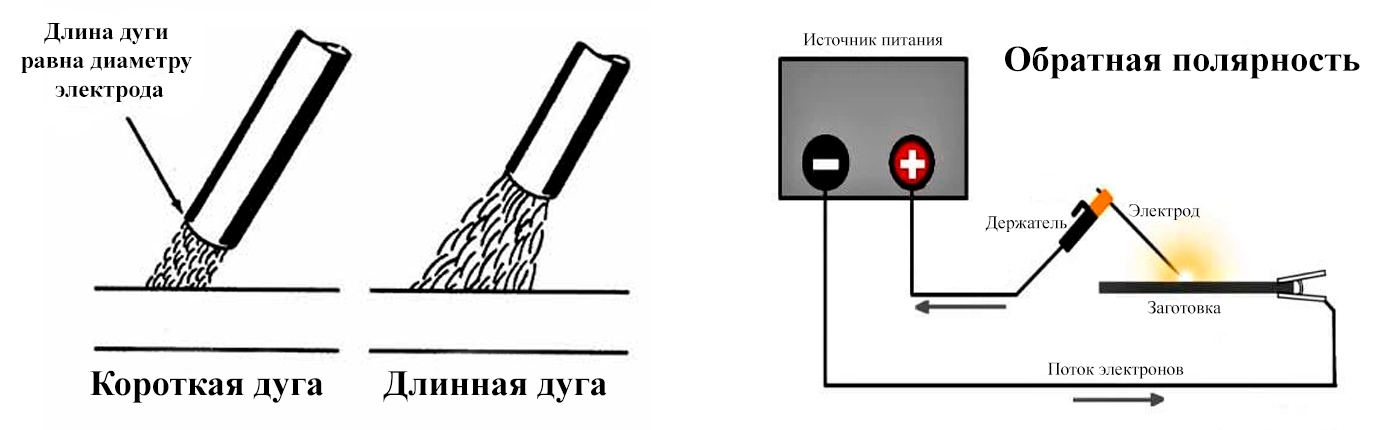
Какую полярность выставлять
Тонкий металл варят на постоянном токе. Поскольку плюсовая клемма отвечает за нагрев, подключенный к ней элемент будет больше и быстрее нагреваться. Чтобы уменьшилась вероятность прожогов и деформаций, тепловая энергия должна быть сконцентрирована на конце электрода, а не на изделии. Следовательно, необходимо установить обратную полярность, соединив массу с минусом, а кабель электродержателя с плюсом.
Каким током сваривать тонкий металл
Чтобы избежать перегрева изделия, для сварки устанавливают минимальный ток, ориентируясь на справочные таблицы.
| Толщина сваримаемого метлла, мм | Диаметр электрода, мм | Сила тока, A |
|---|---|---|
| 0,5 | 1,0 | 10-20 |
| 0,8 | 1,6 | 10-20 |
| 1,0 | 1,6-2,0 | 25-35 |
| 1,2 | 2,0 | 40-50 |
| 1,5 | 2,0-2,5 | 45-60 |
| 2,0 | 2,5-3,0 | 50-65 |
| 2,5 | 3,0 | 65-100 |
Держим короткую дугу
Когда вы отводите электрод вверх от свариваемой поверхности, возникает длинная дуга, которая может прожечь тонкий металл. Чтобы заготовка не прогорела, держите короткую дугу.
Алгоритмы сварки тонкого металла для начинающих
Разберем последовательность действий и лайфхаки бывалых сварщиков.
- При работе с листами толщиной менее 4 мм разделывать кромки не требуется, но их надо зачистить от окислов, ржавчины, грязи. Расположите заготовки ближе друг к другу и зафиксируйте с помощью струбцин. Зазор оставлять не надо. Если конструкция допускает, сделайте соединение внахлест, так легче избежать прожогов, и валик не провалится вниз.
- Подготовьте черновую заготовку. На ней вы будете поджигать дугу, чтобы не постукивать и не чиркать электродом по изделию и не оставлять на нем следов.
- Чтобы не прожечь металл в начале процесса, держите дугу у одной из заготовок, а не посередине.
- Электрод желательно вести быстро, минимизировав поперечные колебания.
- Держите кончик стержня ближе к заготовке. Так вы лучше проварите металл и обеспечите хороший перенос присадочного материала.
- Учтите, что для работы на короткой дуге нужен определенный опыт. Поучитесь на заготовках аналогичной толщины.
- Возьмите графитовую или медную подложку, чтобы металл не проваливался с изнаночной стороны шва.
- Если даже при слабом токе не удается избежать прожогов, работайте прерывистой дугой: проварив 5 мм, уберите электрод, возобновите дугу на черновой заготовке, проварите еще 5 мм. При этом наплавленный металл будет успевать остыть.

- Оптимальный угол наклона электрода к изделию — 30-45°. При работе под прямым углом прогрев увеличивается, растет вероятность прожогов. Чтобы снизить тепловложение в сварочную ванну и уменьшить глубину проплавления, при сварке тонкостенных заготовок работают углом вперед. Углом назад электрод ведут, если варят по вертикали сверху вниз.
- Если настройки вашего сварочного инвертора не позволяют сильно снизить ток, пригодится балластный реостат или стальная пружина между зажимом массы и изделием. Вы сможете уменьшать силу тока, изменяя сопротивление при перестановке зажима массы по виткам пружины.
- Для уменьшения температурных деформаций при сварке больших конструкций из тонкого металла, начните шов с конца стыка и ведите на себя. Делайте короткие последовательные соединения по 8-10 см, тогда прогибы будут менее заметны, чем при сварке сплошным швом.
- Если же вы варите сплошным швом, передвигайте электрод по зигзагообразной траектории или как бы описывая «восьмерки». При этом важно следить за сварочной ванной и не останавливаться, чтобы не перекаливать заготовку.
- После завершения процесса с изделия необходимо сбить шлак и оценить качество шва. При необходимости выполните зачистку от брызг и рихтовку деформаций.

РЕСАНТА САИ-250 ПРОФ
- Max мощность, Вт 8400
- Диапазон входного напряжения, В 100-260
- Максимальный потребляемый ток, А 38

РЕСАНТА САИ-220
- Max мощность, Вт 6600
- Диапазон входного напряжения, В 140-250
- Максимальный потребляемый ток, А 30
Соединение заготовок с зазором
Соединение тонких заготовок с зазором — еще более сложная задача. В такой ситуации опытные мастера советуют установить ток на 20% меньше рекомендуемого для данной толщины стали и создать из присадочного металла «мостик», соединяющий две заготовки. Работа выполняется короткой прерывистой дугой, причем зажигают ее на одной из сторон, наращивая на боках так называемые «полки» и проводя расплавленный металл к противоположной стороне.
Есть и другой способ — поместить в щель дополнительный металл, например, огарок электрода без обмазки. Тогда можно прихватить стержень в месте стыковки и варить обычным способом. Вставка предотвращает проваливание присадочного металла и берет часть температуры на себя.
Сварка оцинковки
Перед сваркой тонких листов оцинкованной стали необходимо удалить слой цинка, поскольку попадая в шов он ухудшает качество и надежность соединения. Рекомендуемая область обработки — 30 мм от места будущего шва. Вы можете использовать наждачную бумагу, металлическую щетку или другой абразивный инструмент, чтобы удалить цинковое покрытие механическим путем.
Второй способ — химический, с помощью щелочных или кислотных растворителей. Найти их можно в хозяйственном или строительном магазине. Состав достаточно нанести и оставить на некоторое время, а затем промыть и просушить поверхность.
Еще один вариант — обработать края свариваемых деталей с помощью газовой горелки. При этом необходимо использовать респиратор и обеспечить хорошую вентиляцию помещения.

Как сваривать тонкий металл с толстым
Сложность этой ситуации в том, что у заготовок разной толщины отличается и теплопроводность. Профессионалы советуют выставлять ток, ориентируясь по толстому металлу, и направлять дугу в основном на деталь большей толщины, касаясь тонкой заготовки лишь краем сварочной ванны, чтобы не прожечь, но приварить ее. При этом можно делать небольшие колебательные движения.
Вместо заключения
Итак, методом ручной дуговой сварки можно соединять листовое железо толщиной от 0,8 мм. Если у вас металл тоньше, выбирайте TIG-сварку.
Для работы предпочтительно нижнее положение шва — так присадочный металл лучше задерживается на поверхности.
Для двустороннего соединения надо проварить обратную сторону прерывистой дугой, затем быстро наложить шов с лица изделия. Чтобы более точно вести электрод, его кончик можно придерживать второй рукой в толстой защитной перчатке.
При соблюдении простых правил и рекомендаций сварка тонкого металла в режиме ММА вполне по силам даже начинающему мастеру. Грамотный выбор оборудования и расходников, правильная настройка параметров и работа по технологии помогут достичь качественных результатов без деформаций и дефектов.